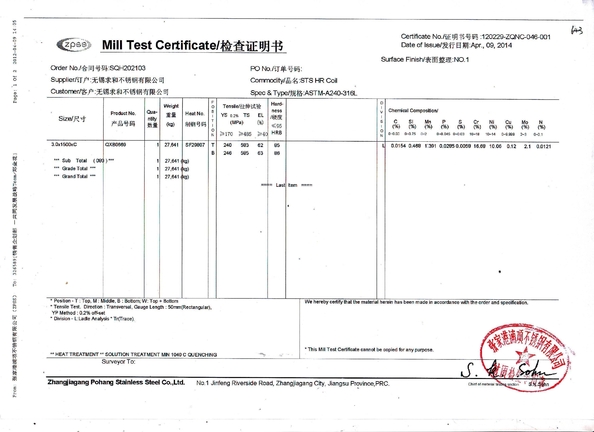
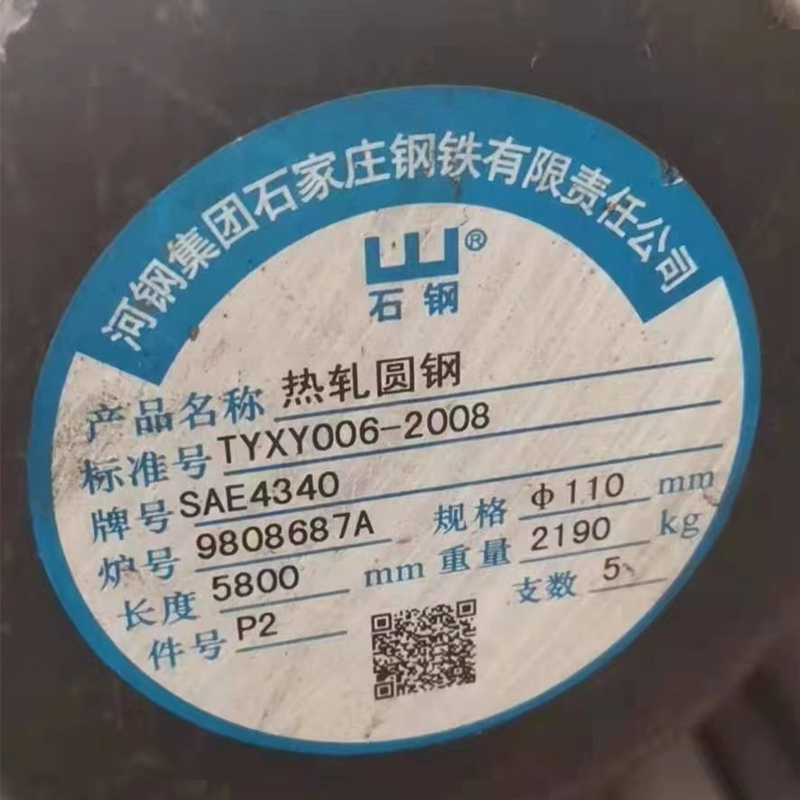
BAJA PADUAN AISI / SAE 4340
| ANALISIS KIMIA |
| C% |
Karbon 0,38 – 0,43 |
| M N% |
Mangan 0,6 – 0,8 maks |
| P% |
Fosfor 0,035 maks |
| S% |
Belerang 0,040 maks |
| Si% |
Silikon 0,15 – 0,3 |
| Ni% |
Nikel 1,65 – 2,0 |
| Cr% |
Kromium 0,7 – 0,9 |
| bulan% |
Molibdenum 0,2 – 0,3 |
KARAKTERISTIK UMUM BAJA PADUAN 4340
4340 adalah baja paduan nikel-kromium-molibdenum yang dikenal karena ketangguhannya dan kemampuannya untuk mencapai kekuatan tinggi dalam kondisi perlakuan panas.Ini memiliki ketahanan lelah yang sangat baik.
Paduan ini, 4340, dapat diberi perlakuan panas hingga tingkat kekuatan tinggi sambil mempertahankan ketangguhan yang baik, ketahanan aus dan tingkat kekuatan kelelahan, dikombinasikan dengan ketahanan dan kekuatan korosi atmosfer yang baik.
APLIKASI
Pesawat komersial dan militer, sistem otomotif, hidrolik tempa dan aplikasi alat mesin lainnya, poros engkol baja tempa.
PENEMPAAN
Penempaan harus dilakukan antara 2250 dan 1800 F (1230 dan 980 C.).Bagian harus didinginkan perlahan setelah ditempa di abu atau pasir dll.
PERAWATAN PANAS
Perlakuan panas setelah penempaan dilakukan untuk membuat baja cocok untuk pemesinan, dan untuk memenuhi batas sifat mekanik yang ditentukan untuk aplikasi khusus baja.Ada beberapa cara untuk memanaskan bagian baja tertentu dan hanya melalui latihan suhu dan kondisi optimum dapat ditentukan.Informasi berikut harus diambil sebagai panduan saja.
PENYIMPANAN
Untuk mendapatkan struktur perlit pada bagian tertentu untuk pemesinan, 4340 harus dianil pada suhu nominal 1525 F (830 C,) pendinginan hingga 1350 F (730 C) dan pendinginan tungku hingga 1130 F (610 C) ) dengan kecepatan 20 F (11 C) per jam, kemudian pendinginan udara.Proses ini, yang dikenal sebagai full annealing, sangat memakan waktu karena melibatkan pendinginan lambat pada seluruh rentang suhu dari suhu austenisasi hingga suhu jauh di bawah saat transformasi selesai.
Untuk mendapatkan struktur spheroidized di kelas 4340 melibatkan austenisasi pada 1380 F (750 C,) pendinginan tungku hingga 1300 F (705 C) kemudian ke 1050 F (565 C) pada laju 5 F (3 C) per jam.Struktur ini mungkin akan menghasilkan kemampuan mesin yang lebih baik daripada struktur perlit pipih kasar yang diperoleh dengan proses anil penuh.
NORMALISASI
Proses ini didefinisikan sebagai pemanasan baja ke suhu di atas ferit ke suhu transformasi austenit, kemudian pendinginan di udara ke suhu jauh di bawah suhu transformasi ini.Perlakuan dapat dilakukan pada produk palsu sebagai perlakuan pengkondisian sebelum perlakuan panas akhir.Normalisasi juga berfungsi untuk memperbaiki struktur tempa yang mungkin mendingin secara tidak seragam dari operasi tempanya.Suhu normalisasi nominal untuk grade 4340 adalah 1500 F (815 C,) tetapi pengalaman produksi mungkin memerlukan suhu 50 F (10 C) di atas atau di bawah suhu ini..Sebagai aturan praktis, ketika tempa dinormalisasi sebelum, katakanlah, karburasi atau pengerasan dan temper, kisaran suhu normalisasi atas digunakan.Ketika normalisasi adalah perlakuan panas terakhir, kisaran suhu yang lebih rendah digunakan.
pengerasan
Perlakuan panas ini menghasilkan pembentukan martensit setelah pendinginan, sehingga meningkatkan kekerasan dan kekuatan tarik.Rentang suhu 1500 – 1550 F (815 – 845 C) adalah suhu austenisasi normal untuk pengerasan langsung dengan grade 4340.Pendinginan minyak biasanya digunakan untuk 4340 karena pengerasan paduan cocok untuk metode pendinginan ini.
SEMANGAT
Tempering dilakukan untuk menghilangkan tegangan dari proses pengerasan, tetapi terutama untuk mendapatkan sifat mekanik yang diperlukan untuk aplikasi akhir.Suhu temper yang sebenarnya akan dipilih untuk memenuhi sifat yang diperlukan, dan dalam banyak kasus akan menjadi masalah coba-coba.
Grade 4340 ini juga dapat dikeraskan dengan nitriding atau api atau pengerasan induksi.
KEMAMPUAN MESIN
Grade ini mudah dikerjakan, dengan struktur perlit lamelar kasar atau struktur spheroidized paling disarankan, tergantung pada ukuran bagian dan kompleksitas serta jumlah pemesinan yang akan dilakukan.Jika ada keraguan tentang kesesuaian struktur lain, maka struktur spheroidizrd harus ditujukan untuk perlakuan panas.
PENGELASAN
Kelas ini mudah dilas dalam kondisi anil, tetapi pengelasan dalam kondisi mengeras dan temper harus dihindari jika memungkinkan karena efeknya pada sifat mekanik.Pengelasan dalam kondisi pengerasan nitridasi atau nyala atau induksi tidak direkomendasikan.


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter! Indonesian
Indonesian