

 Indonesian
Indonesian






















Baja tahan karat 431
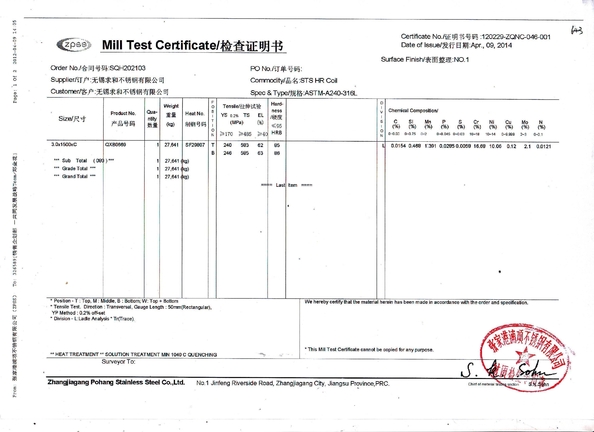
| ANALISIS Kimia | |
|---|---|
| C | Karbon 0,20 maksimum |
| Mn | Mangan 1,00 maksimum |
| P | Fosfor 0,040 maksimal |
| S | Sulfur 0,030 maksimum |
| Ya. | Silikon 1,00 maksimum |
| Cr | Kromium 15,00 1700 |
| Tidak | Nikel 1,25 ¢ 2.50 |
Karakteristik Umum Baja Tidak Karat 431
Paduan ini menunjukkan ketahanan korosi dan ketangguhan yang lebih baik sebagai stainless steel yang dapat dikeraskan.
Aplikasi dari baja tahan karat 431
Paduan ini digunakan untuk pengikat dan fittings pesawat terbang palsu dan harus dipertimbangkan untuk bagian struktural di atmosfer laut.
Tipe 431 digunakan dalam komponen pesawat bertekanan tinggi, pengikat, rak bom, baut, poros pompa dan batang katup.Kekerasan dan ketangguhan dari 100/1200oF (-70/650oC).)
PEMBUAT baja tahan karat 431
Pemanasan ke 2100/2200oF (1150/1205oC), kemudian menempa; mendinginkan tempa kecil perlahan dan tempa besar dalam kapur kering atau abu.Dingin ke suhu kamar sebelum penggilingan pasca-pemalsuan. Jangan menempa di bawah 1650oF (900oC)
Pengolahan panas
Menggores
Panas hingga 1200/1250oF (650/675oC), rendam dan dingin udara.
PENGERASAN
Pemanasan ke 1800/1950oF (980/1065oC) ️ rendam dan oil quench atau air cool. Jika tempering di bawah 700oF (370oC) gunakan sisi tinggi dari suhu austenitisasi untuk ketahanan terbaik,dan sama sisi rendah dari suhu austenitisasi ketika tempering di atas 1100oF (540oC) untuk ketahanan terbaik.
TEMPERING
Pemanasan pada suhu yang memberikan sifat mekanik yang diinginkan. rendam setidaknya satu jam lebih lama untuk bagian besar dan udara dingin.Pemanasan antara 700/1050oF (370/565oC) dapat menghasilkan ketahanan ketahanan korosi dan ketahanan korosi yang lebih rendah, tetapi tergantung pada sifat lain yang dibutuhkan mungkin masih perlu untuk meninggalkan beberapa ketahanan dan korosi.
Kemampuan Mekanik
Paduan menunjukkan machinability cukup baik, tapi akan ada beberapa empedu dan membangun pada tepi alat pemotong.
WELDABILITY
Logam dasar harus dipanaskan ke 400/600oF (205/315oC) dan suhu dipertahankan pada 400oF (205oC) selama pengelasan.Pengolahan setelah pengelasan pada 1200oF (650oC) harus dilakukan pada pengelasan sesegera mungkin setelah pendinginan ke suhu kamar.