|
Detail produk:
|
| Kondisi: | Perawatan panas | Kualitas baja: | baja paduan |
|---|---|---|---|
| Paduan Atau Tidak: | Apakah Paduan? | Teknik: | canai panas, ditempa, ditarik dingin |
| Aplikasi: | Batang Baja Struktural, Batang Baja Alat, bahan kimia | Standar: | ASTM, DIN, AISI, JIS |
| Membentuk: | Bulat | Pengobatan permukaan: | Hitam/Peeling/Polishing/Mesin |
| Diameter: | 12mm-650mm | Ukuran: | 5-900MM |
| Perawatan panas: | Dinormalisasi + Anil + Dipadamkan + Tempered |
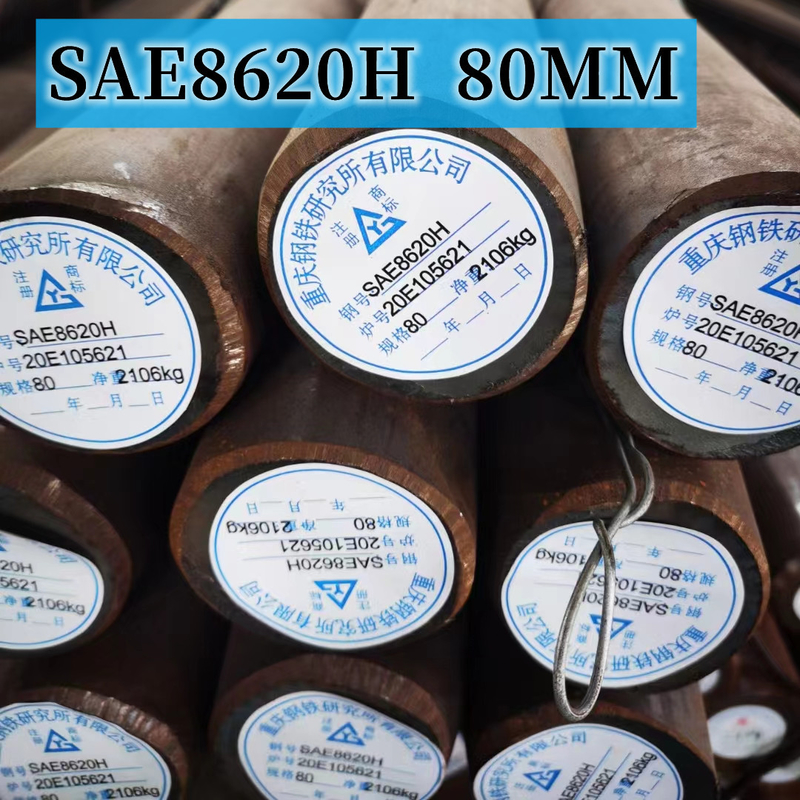
SAE 8620 didefinisikan sebagai baja paduan karbon rendah yang memiliki 0,5% Cr, 0,2% Mo dan 0,5% Ni sebagai elemen paduan penguat. Umumnya disuplai dalam kondisi anil dengan kekerasan HB255max.
SAE 8620 memiliki ketahanan aus yang baik dengan kekerasan casing HRC 60-63 saat dikarburasi, dikeraskan, dan ditempa. Dibandingkan dengan grade 8615 dan 8617, ini menunjukkan kekuatan inti dan sifat ketangguhan yang baik dengan rentang kekuatan tarik khas 700-1100 MPa, dalam ukuran kecil hingga bagian berukuran sedang.
SAE 8620 cocok untuk aplikasi yang membutuhkan kombinasi ketangguhan dan ketahanan aus.itu biasanya digunakan dalam industri rekayasa dan otomotif untuk pemegang alat dan komponen lain semacam itu.
Aplikasi khas: Arbors, pinion, semak-semak, camshafts, kingpins, ratchet, roda gigi, poros splined dll.
| Formulir Pasokan | Ukuran (mm) | Proses | Toleransi | |
| Bulat | 6-Φ100 | Ditarik Dingin | Cerah/Hitam | H11 terbaik |
| 16-Φ350 | digulung panas | Hitam | -0/+1mm | |
| Kupas/tanah | H11 terbaik | |||
| 90-Φ1000 | Ditempa Panas | Hitam | -0/+5mm | |
| Berbalik Kasar | -0/+3mm | |||
| Datar/Persegi/Blok | Ketebalan: 120-800 | Ditempa Panas | Hitam | -0/+8mm |
| Lebar: 120-1500 | Mesin Kasar | -0/+3mm | ||
Catatan: Toleransi dapat disesuaikan sesuai permintaan
| NILAI | C | Si | M N | P | S | Cr | Mo | Ni |
| 8620 | 0,18-0,23 | 0,15-0,35 | 0,70-0,90 | 0,035 | 0,040 | 0,40-0,60 | 0,15-0,25 | 0,40-0,70 |
| Kepadatan g/cm3 | 7.85 |
| Titik lebur Deg F | 2600 |
| rasio Poisson | 0,27-0,30 |
| Kemampuan mesin (AISI 1212 sebagai 100% kemampuan mesin) | 65% |
| Ekspansi termal (20 C)(ºC ) | 12.2*10^-6 |
| Kapasitas panas spesifik J/(kg*K) | 477 |
| Konduktivitas termal W/(m*K) | 46.6 |
| Resistivitas listrik Ohm*m | 2.34*10^-7 |
Sifat Mekanik Khas Untuk Inti – Karburasi dan Minyak yang Dipadamkan pada 840 °C
| Ukuran Bagian | 11mm | 30mm | 63mm |
| Kekuatan Tarik Mpa | 980-1270 | 780-1080 | 690-930 |
| Kekuatan Hasil Mpa | 785 | 590 | 490 |
| % perpanjangan | 9 | 10 | 11 |
| Charpy Impact J | 41 | 41 | 41 |
| Kekerasan HB | 290-375 | 235-320 | 205-275 |
| Kekerasan HRC | 31-41 | 23-35 | 16-29 |
| Jarak dari ujung yang dipadamkan mm | 1.5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| Min HRC | 41 | 37 | 31 | 25 | 21 | - | - | - | - | - | - | - | - |
| HRC Maks | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
Nilai kekerasan di bawah 20HRC tidak ditentukan.
Suhu penempaan harus dilakukan antara 925 -1230 , AISI 8620 memiliki kandungan karbon rendah yang kurang rentan terhadap retak daripada baja karbon sedang atau tinggi, sehingga dapat dipanaskan dan didinginkan lebih cepat. Waktu perendaman pada suhu penempaan harus sama sesingkat mungkin untuk menghindari penskalaan berat dan pertumbuhan butir yang berlebihan. Semakin rendah suhu akhir penempaan, semakin halus ukuran butir. Jangan menempa di bawah suhu penempaan minimum 850 ° C. Paduan ini harus didinginkan di pasir.
Normalisasi digunakan untuk memperbaiki struktur tempa yang mungkin mendingin secara tidak merata setelah ditempa, dan dianggap sebagai perlakuan pengkondisian sebelum pengerasan kotak. Temperatur normalisasi untuk baja AISI 8620 harus dilakukan antara 900℃-925℃.tahan waktu yang sesuai untuk baja dipanaskan secara menyeluruh untuk menyelesaikan transformasi ferit menjadi austenit.Mendinginkan di udara diam.Perlakuan ini dianggap sebagai metode lain untuk meningkatkan kemampuan mesin.
Anil penuh direkomendasikan untuk AISI 8620 sebelum pemesinan, AISI 8620 harus dilakukan pada suhu nominal 820℃-850℃, tahan waktu yang sesuai untuk baja dipanaskan secara menyeluruh, kemudian pendinginan tungku.
Setelah pemurnian inti, Panaskan suhu hingga 780HaiC – 820HaiC, tahan waktu yang sesuai agar baja dipanaskan secara menyeluruh, dan dipadamkan dalam minyak. Temper sesegera mungkin setelah dipadamkan.
Tempering biasanya dilakukan untuk menghilangkan tekanan dari proses pengerasan, itu akan meningkatkan ketangguhan baik kasus dan inti, dengan hanya sedikit pengurangan kekuatan inti dan kekerasan kasus. Panaskan baja AISI 8620 sampai 150HaiC – 200HaiC sesuai kebutuhan, tahan cukup lama sampai suhu seragam di seluruh bagian, rendam selama 1 – 2 jam per 25 mm bagian, dan dinginkan di udara yang tenang.
Kemas, garam atau karburasi gas pada suhu 900HaiC – 925HaiC, menahan waktu yang cukup untuk mendapatkan kedalaman casing dan kandungan karbon yang diperlukan, diikuti dengan siklus pengerasan dan temper yang sesuai untuk mengoptimalkan sifat casing dan inti.
Laporan SAE 8620 MTC
Laporan Pengujian TUV
![]()
![]()
Kontak Person: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060