
|
Detail produk:
|
| OD: | 6-530mm | Ketebalan: | 1-50mm |
|---|---|---|---|
| Panjang: | 1000-12000mm | Permukaan: | NO.1 dan Bright |
| Cahaya Tinggi: | Seamless Stainless Steel Tube,ASTM Stainless Steel Pipe |
||
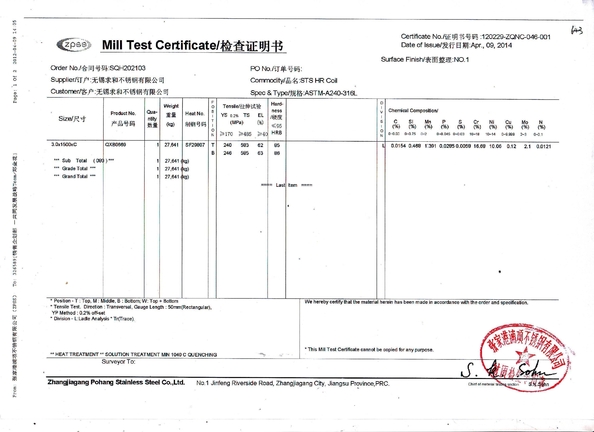
Bahan Monel K500 Machining Monel K500 Bahan Monel K500 Kekerasan K500 Ni-Cu Alloy Pipe
Ni 63,0 Cu 29,5 Al 2,7, Ti 0,6 C 0,18 Fe 2,0 Mn 1,5 Si 0,50 S 0,010
Saham Paduan Kinerja Tinggi dan menghasilkan MONEL K500 di kelas ini dalam bentuk berikut: Bar, persegi bar, pengencang. Minta penawaran pada kelas ini.
Ikhtisar
MONEL K500 adalah paduan Nickel-Copper yang dikuatkan usia yang menggabungkan ketahanan korosi Paduan 400 dengan kelelahan korosi kekuatan tinggi dan ketahanan terhadap erosi.
MONEL K500 adalah paduan nikel-tembaga, presipitasi yang dapat mengeras melalui penambahan aluminium dan titanium. MONEL K500 mempertahankan karakteristik tahan karat yang sangat baik dari 400 dan telah meningkatkan kekuatan dan kekerasan setelah pengerasan presipitasi bila dibandingkan dengan 400. Paduan K500 memiliki sekitar tiga (3) kali kekuatan luluh dan menggandakan kekuatan tarik bila dibandingkan dengan 400. MONEL K500 dapat lebih lanjut diperkuat oleh kerja dingin sebelum pengerasan presipitasi.
Karakteristik
Aplikasi
Aplikasi umum untuk MONEL K500 yang memanfaatkan kekuatan tinggi dan ketahanan terhadap korosi adalah poros pompa, impeller, poros baling-baling, komponen katup untuk kapal dan menara pengeboran lepas pantai, pengereman, kerah sumur bor minyak dan komponen instrumentasi untuk produksi minyak dan gas. Ini sangat cocok untuk pompa sentrifugal dalam industri kelautan karena kekuatannya yang tinggi dan tingkat korosi yang rendah dalam air laut berkecepatan tinggi.
MONEL K500 tidak bersifat magnetis. MONEL K500 harus annealed ketika dilas dan lasan kemudian stres lega sebelum menua.
High Performance Alloys, Inc. stocks Paduan K500 dalam berbagai ukuran termasuk 3/8 "-2-1 / 2" diameter ditarik dingin, anil dan berusia, dan 2-3 / 4 "-10" diameter panas selesai dan berusia. Bahan dapat disediakan secara acak, dipotong sesuai pesanan atau diperlengkapi dengan spesifikasi Anda. Pemesinan termasuk pengeboran, pemutar, penyadapan, threading, bentuk CNC, flensa dan lainnya.
Persyaratan Kimia | |||||||
|---|---|---|---|---|---|---|---|
Ni | M N | Si | Fe | Al | S | C | |
Max | 1,50 | 0,50 | 2,00 | 3.15 | 0,010 | 0,18 | |
Min | 63,00 | 2.30 | |||||
Persyaratan Properti Mekanis | |||||
|---|---|---|---|---|---|
Tarik Utama | Kekuatan Yield (0,2% OS) | Elong. | Kekerasan Rockwell C, mnt. | Kekerasan Brinell 3000 kg, min. | |
| Dingin Bekerja / SR Lebih dari 1 "(25.4mm) hingga 3" | |||||
| Min | 140 KSi | 100 KSi | 17,0 | 29 | 280 |
| Max | |||||
| Min | 965 MPa | 690 MPa | |||
| Max | |||||
| Hot Worked / Aged Hardened | |||||
| Min | 140 KSi | 100 KSi | 20,0 | 27 | 265 |
| Max | |||||
| Min | 965 MPa | 690 MPa | |||
| Max | |||||
Spesifikasi
Bentuk | Standar |
|---|---|
Tipe Logam | UNS N05500 |
Bar | ASTM B865 QQ-N-286 |
Kawat | AMS4676 |
Lembar | ASTM B865 QQ-N-286 |
Piring | ASTM B865 QQ-N-286 |
Tepat | |
Penempaan | QQ-N-286 Din 17754 |
Kawat las | FM 60 ERNiCu-7 |
Elektroda las | FM 190 ENiCu-7 Din 17753 |
Keriuhan | 2,4375 |
Mesin
Nickel & cobalt base corrosion, temperature dan wear-resistant alloys, seperti MONEL K500, tergolong sedang hingga sulit saat permesinan, namun harus ditekankan bahwa paduan ini dapat dikerjakan dengan menggunakan metode produksi konvensional dengan kecepatan yang memuaskan. Selama pemesinan paduan ini bekerja mengeras dengan cepat, menghasilkan panas tinggi selama pemotongan, las ke permukaan alat pemotong dan menawarkan ketahanan yang tinggi terhadap penghilangan logam karena kekuatan gesernya yang tinggi. Berikut ini adalah poin-poin penting yang harus dipertimbangkan selama operasi pemesinan:
KAPASITAS - Mesin harus kaku dan dikuasai sebanyak mungkin.
KEKERASAN- Benda kerja dan alat harus dipegang tegar. Minimalkan alat overhang.
TOOL SHARPNESS- Pastikan alat-alat tajam setiap saat. Ubah ke alat tajam secara berkala daripada karena kebutuhan. Tanah pakai 0,015 inci dianggap sebagai alat yang membosankan.
ALAT-ALAT- Gunakan alat sudut rake positif untuk sebagian besar operasi pemesinan. Alat sudut rake negatif dapat dipertimbangkan untuk pemotongan intermiten dan penghilangan stok berat. Alat berujung karbida disarankan untuk sebagian besar aplikasi. Alat-alat kecepatan tinggi dapat digunakan, dengan tingkat produksi yang lebih rendah, dan sering direkomendasikan untuk pemotongan intermiten.
POSITIVE CUTS- Gunakan umpan yang berat, konstan, untuk mempertahankan aksi pemotongan positif. Jika pakan melambat dan alat itu tinggal di luka, pengerasan kerja terjadi, umur alat memburuk dan toleransi yang dekat tidak mungkin dilakukan.
LUBRIKASI - pelumas yang diinginkan, minyak larut dianjurkan terutama ketika menggunakan karbida. Parameter permesinan rinci disajikan Tabel 16 dan 17. Rekomendasi pemotongan plasma umum disajikan pada Tabel 18.
2 Pada titik dimana pemotongan kering dianjurkan, jet udara yang diarahkan pada alat ini dapat memberikan peningkatan alat yang besar. Sebuah kabut pendingin water-base mungkin juga efektif.
3 Pendingin oli harus berkualitas premium, minyak sulfochlorinated dengan aditif tekanan ekstrim. Viskositas pada 100 derajat F dari 50 hingga 125 SSU.
4 Air-base coolant haruslah kualitas premium, minyak larut air sulfochlorinated atau emulsi kimia dengan aditif tekanan ekstrim. Encerkan dengan air untuk membuat campuran 15: 1. Pendingin air-base dapat menyebabkan chipping dan kegagalan cepat alat karbida di pemotongan terputus.
6 Pendingin oli harus menjadi minyak sulfoklorinasi kualitas premium dengan aditif tekanan ekstrim. Viskositas pada 100 derajat F dari 50 hingga 125 SSU.
7 Air-base coolant haruslah kualitas premium, minyak larut air sulfochlorinated atau emulsi kimia dengan aditif tekanan ekstrim. Encerkan dengan air untuk membuat campuran 15: 1.


Kontak Person: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060




