|
Detail produk:
|
| OD: | 3-300mm | Permukaan: | Hitam dan cerah |
|---|---|---|---|
| Panjang: | 1-12m | Jenis: | Hot Rolled |
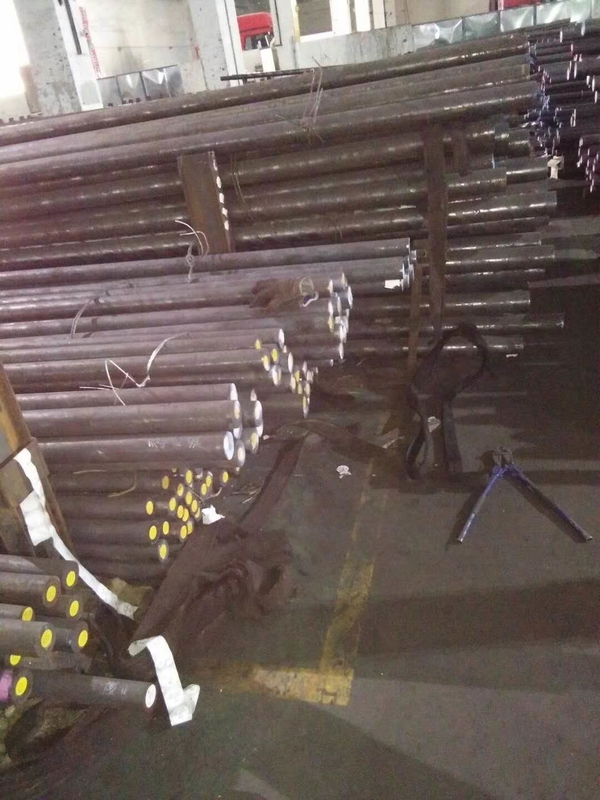
| Cahaya Tinggi: | ss bar bulat,stainless steel batang bulat |
||
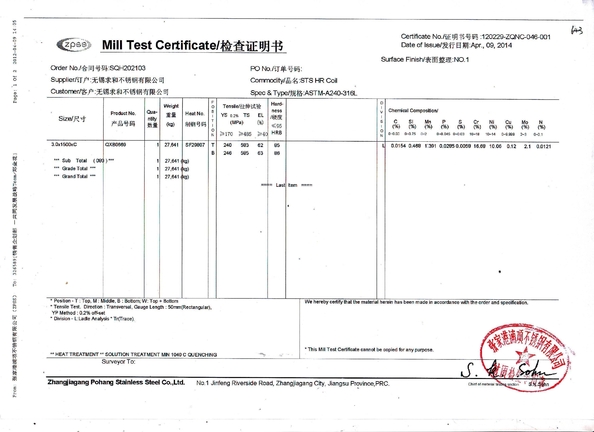
DIN 1.2787, AISI 431 ESR Stainless Steel Round Bar untuk Cetakan Kaca
nilai AISI 431, DIN 1.4057, 1.2787 untuk pembuatan cetakan kaca, produk dikirim dalam keadaan anil prehardened atau lunak.
permukaan akhir: kasar dikupas.
GENERASI BARU UNTUK PEMBUATAN MOLDS GLASS
431 mod. nilai khusus, ini adalah tipe yang ditingkatkan dari 1,4057.
ESR 431 premium memberikan umur cetakan yang lebih lama dengan struktur ekstra yang halus.
| Kelas | C | Si | M N | P | S | Cr | Ni | Mo | V |
| FG431 | 0,17 ~ 0,22 | 0,4 ~ 0,5 | 0,6 ~ 0,7 | 0,025 maks. | 0,015 maks. | 15,5 ~ 16,0 | 1,7 ~ 1,9 | 0,2 ~ 0,25 | 0,06 ~ 0,1 |
| DG431 | 0,20 ~ 0,25 | 0,25 ~ 0,35 | 0,8 ~ 0,9 | 0,025 maks. | 0,015 maks. | 15,5 ~ 16,0 | 1,8 ~ 1,9 | 0,3 ~ 0,35 | 0,05 ~ 0,1 |
| 431 adalah nikel berkekuatan tinggi kromium rendah tinggi baja tahan karat Martensitic dengan kekuatan tinggi dan ketahanan korosi yang baik, karena umumnya dipasok mengeras dan marah dalam rentang tarik 850 - 1000 Mpa (kondisi T) Brinell kisaran 248 - 302.Ditandai oleh korosi yang sangat baik resistensi dalam lingkungan korosif atmosfer umum, ketahanan yang baik terhadap atmosfer laut dan industri yang ringan, tahan terhadap banyak bahan organik, asam nitrat dan produk minyak bumi ditambah dengan kekuatan tarik tinggi dan hasil tinggi ditambah ketangguhan yang sangat baik dalam kondisi mengeras dan marah. 431 karena kemampuannya yang sangat baik mampu melewati hardened hingga Rc44, tergantung pada kandungan karbon dan ukuran bagian. Bagian-bagian kecil dapat didinginkan udara dan bagian-bagian yang lebih besar minyak dipadamkan untuk maksimum melalui kekerasan.Pre dikeraskan dan marah 431 juga akan merespon dengan mudah untuk nitridasi mencapai kekerasan permukaan khas lebih dari Rc65. Namun proses nitridasi mengurangi ketahanan korosi dan oleh karena itu umumnya tidak dianjurkan kecuali untuk aplikasi kritis di mana manfaat melebihi semua pertimbangan lainnya. Digunakan secara luas untuk bagian yang membutuhkan kombinasi kekuatan tarik tinggi, ketangguhan yang baik dan sifat tahan korosi yang baik. Aplikasi yang umum adalah: Suku Cadang Pesawat dan Komponen, Baut dan Mur, Pengencang, Poros Pompa, Poros Propellor, Kancing, Bagian Katup, dll. Bahan magnetik dalam segala kondisi. |
| Kode Warna | Ukuran yang Ditebar | |
| Ungu (Ujung batang)  | UKURAN TERTINGGI | 6,35 hingga 260 mm diameter. |
| Bar Finish | ||
| Dikupas, dingin ditarik Dibalik dan Dipoles, dan Tanah Bertulang. | ||
| Spesifikasi Terkait | |
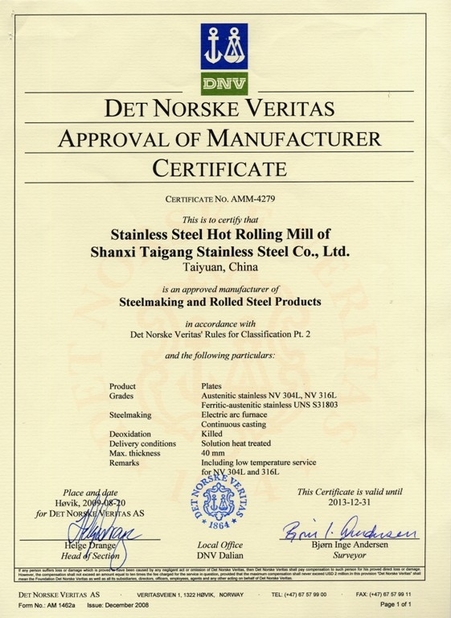
| Australia | AS 2837-1986 431 |
| Jerman | W.Nr 1.4057 X20CrNi17 2 |
| Inggris Raya | BS970 Part3 1991 431S29 BS970 - 1955 EN57 |
| Jepang | JIS G4303 SuS 431 |
| Amerika Serikat | ASTM A276-98b 431 SAE 51431 AISI 431 UNS S43100 |
| Komposisi kimia | |||||||||||
| Min. % | Max% | ||||||||||
| Karbon | 0,12 | 0,20 | |||||||||
| Silicon | 0 | 1,00 | |||||||||
| Mangan | 0 | 1,00 | |||||||||
| Nikel | 1,25 | 3.00 | |||||||||
| Chromium | 15,00 | 18,00 | |||||||||
| Phosphorous | 0 | 0,04 | |||||||||
| Sulfur | 0 | 0,03 | |||||||||
| * Jangkauan karbon dapat bervariasi * Tambahan nikel opsional. | |||||||||||
| Persyaratan Properti Mekanis Untuk Bahan dalam Annealed dan Heat Treated - Condition T To AS2837 - 1986 431 dan BS970 Part3 1991 431S29 | |||||||||||
| Kondisi | Anil | * T | |||||||||
| Kekuatan Tarik Mpa | Min | 850 | |||||||||
| Max | 1000 | ||||||||||
| 0,2% Yield Strength Mpa | Min | 635 | |||||||||
| Perpanjangan pada 5,65√S 0 % | Min | 11 | |||||||||
| Izod Impact Valua J mm | Min | 63 34 63 20 | |||||||||
| Kekerasan HB | Min | 248 | |||||||||
| Max | 277 | 302 | |||||||||
| * Bahan yang ditebar umumnya dalam kondisi T. NB. Periksa sertifikat pabrik jika penting untuk penggunaan akhir. | |||||||||||
| Khas Mekanikal Properti Pada Suhu Kamar - * Mengeras dan Tempered to Condition T | |||||||||||
| Kekuatan Tarik Mpa | 940 | ||||||||||
| 0,2% Yield Strength Mpa | 750 | ||||||||||
| Perpanjangan dalam 50mm% | 19 | ||||||||||
| Dampak Izod J | 65 | ||||||||||
| Kekerasan | HB | 280 | |||||||||
| Rc | 30 | ||||||||||
| * Suhu Pengerasan Khas | 980 o C - 1020 o C | ||||||||||
| * Suhu Tempering Khas | 640 o C - 660 o C | ||||||||||
| 590 o C - 610 o C | |||||||||||
| Khas Mekanis Properties Pada Suhu Kamar - dikeraskan oleh Quench Minyak pada 980 o C dan Tempered sebagai Dinyatakan | |||||||||||
| Temperatur Tempering o C | 250 | 370 | 480 | 590 | 650 | ||||||
| Tensile Strengt Mpa | 1370 | 1390 | 1410 | 980 | 920 | ||||||
| 0,2% Yield Strength Mpa | 1030 | 1130 | 1200 | 790 | 690 | ||||||
| Perpanjangan dalam 50mm% | 16 | 16 | 16 | 19 | 20 | ||||||
| Dampak Charpy J | 54 | * 34 | * 16 | 65 | 70 | ||||||
| Kekerasan | HB | 410 | 420 | 425 | 295 | 270 | |||||
| Rc | 44 | 45 | 46 | 32 | 29 | ||||||
| Kekuatan tensil tinggi dan kekuatan luluh tinggi dengan sifat impak yang sedikit lebih rendah ketika ditempa di bawah 370 o C. Bagian Ukuran 30mm * Catatan menjatuhkan properti dampak. Tempering dalam rentang 370 o C - 565 o C harus dihindari. | |||||||||||
| Properti Suhu Tinggi | |||||||||||
| 431 menampilkan ketahanan yang baik terhadap penskalaan dalam servis berkelanjutan hingga 700 ° C. Namun, penggunaannya pada suhu kerja yang lebih tinggi ini menghasilkan penurunan substansial dalam kekuatan tarik dan kekerasan, dengan peningkatan daktilitas berikutnya. | |||||||||||
| Sifat Mekanis Khas pada Suhu Tinggi, dikeraskan pada 1010 o C dan Temperatur pada Suhu Kerja di atas 30 oC | |||||||||||
| Temperatur Tempering o C | 510 | 570 | 620 | ||||||||
| Suhu Kerja o C | 480 | 540 | 590 | ||||||||
| Tensile Strengt Mpa | 1350 | 720 | 435 | ||||||||
| Perpanjangan dalam 50mm% | 15 | 20 | 26 | ||||||||
| Suhu Kamar Kekerasan setelah Tes | HB | 440 | 330 | 280 | |||||||
| Rc | 47 | 37 | 30 | ||||||||
| NB. Kekuatan retak creep dan stres juga secara substansial berkurang pada suhu kerja yang lebih tinggi ini. | |||||||||||
| Sifat Temperatur Rendah | |||||||||||
| 431 tidak dianjurkan untuk digunakan pada suhu di bawah nol karena penurunan substansial dalam properti dampak konsisten dengan sebagian besar baja selain jenis baja austenitic. | |||||||||||
| Cold Bending | |||||||||||
| Dalam kondisi yang dikeraskan dan diperkeras seperti yang diberikan akan sangat sulit karena kekuatan hasil tinggi dan umumnya tidak dianjurkan. | |||||||||||
| Hot Bending | |||||||||||
| Dalam kondisi yang dikeraskan dan diperkeras seperti yang diberikan, hal ini tidak disarankan karena pengaruhnya pada sifat mekanis dalam zona terpengaruh panas. | |||||||||||
| Tahan korosi | |||||||||||
| 431 memiliki ketahanan korosi tertinggi dari semua baja tahan karat Martensit, dan meskipun tidak setinggi baja tahan karat austenitic, ia berada di lingkungan korosif tertentu yang serupa dengan tingkat 301 dan 302.NB. Ini memiliki ketahanan korosi yang optimal di semua lingkungan dalam kondisi keras dan marah, dan karena itu tidak direkomendasikan untuk digunakan dalam kondisi anil. Sangat penting bahwa oksigen selalu diizinkan untuk beredar secara bebas pada semua permukaan stainless steel untuk memastikan bahwa film oksida krom selalu hadir untuk melindunginya. Jika ini tidak terjadi, berkarat akan terjadi seperti jenis baja non-stainless lainnya. Untuk permukaan ketahanan korosi yang optimal harus bebas dari skala dan partikel asing. Bagian yang sudah jadi harus dipasivasi. | |||||||||||
| Penempaan | |||||||||||
| Panaskan secara merata ke 1150 o C - 1200 o C, tahan sampai suhu seragam di seluruh bagian. Jangan merendam tetapi mulai menempa segera. Jangan terlalu panas karena ini akan menyebabkan hilangnya ketangguhan dan keuletan. Jangan menempa di bawah 900 o Celup yang telah didinginkan harus didinginkan selambat mungkin dalam kapur kering atau abu ke suhu kamar dan anil sub-kritis segera | |||||||||||
| Perawatan panas | |||||||||||
| Annealing Subkritis | |||||||||||
| Panaskan secara merata hingga 620 o C - 660 o C tahan sampai suhu seragam di seluruh bagian. * Rendam sesuai kebutuhan - disarankan waktu 6 hingga 12 jam tetapi bisa lebih lama, sejuk di udara. | |||||||||||
| Annealing | |||||||||||
| Panaskan hingga 950 o C - 1020 o C, tahan sampai suhu seragam di seluruh bagian. * Rendam sesuai kebutuhan. Quench dalam minyak atau udara sejuk. Temper segera saat masih hangat tangan. Catatan: Sifat dampak terbaik dicapai dengan pengerasan dari atas 1020 o C. Ketahanan korosi terbaik ditambah sifat mekanik dicapai dengan pengerasan dari sekitar 980 o C dan temper di atas 590 o C. | |||||||||||
| Hardening | |||||||||||
| Panaskan hingga 950 o C - 1020 o C, tahan sampai suhu seragam di seluruh bagian. * Rendam sesuai kebutuhan. Cukup dalam minyak atau udara sejuk. Temper segera saat masih hangat tangan. Catatan: Pengerasan dari 1020 o C - 1060 o C akan memberikan ketahanan korosi yang optimal, tetapi mengeras dari sekitar 980 o C akan memberikan kombinasi ketahanan korosi dan sifat mekanik terbaik. | |||||||||||
| Nitridasi | |||||||||||
| Sebelum nitridasi, film oksida krom yang melindungi permukaan harus dipecah dengan pengawetan atau peledakan pasir halus. Proses nitridasi dilakukan pada 500 o C - 550 o C diikuti dengan pendinginan lambat (tidak memadamkan) mengurangi masalah distorsi. Oleh karena itu, suku cadang dapat dikerjakan hingga mendekati ukuran akhir, meninggalkan hanya toleransi penggilingan. Selalu pastikan bahwa suhu tempering yang digunakan selama perlakuan panas awal lebih tinggi daripada suhu nitriding jika kekuatan inti akan terpengaruh. | |||||||||||
| Tempering (Kondisi T) | |||||||||||
| Panaskan hingga 590 o C - 680 o C sesuai yang dibutuhkan terus sampai suhu seragam di seluruh bagian, rendam sesuai kebutuhan, dinginkan di udara. | |||||||||||
| A Double Tempering Treatment, sebagai berikut direkomendasikan untuk ketangguhan optimal. | |||||||||||
| Panaskan hingga 640 o C - 680 o C. * Rendam sesuai kebutuhan, dinginkan di udara. Diikuti oleh: Kembalikan panas ke 590 o C - 610 o C. * Rendam seperlunya, dinginkan di udara.431 tentu saja dapat ditempa pada suhu yang jauh lebih rendah yang menghasilkan kekuatan tarik yang lebih tinggi dengan sifat dampak lebih rendah berikutnya. NB. Tempering bagaimanapun dalam rentang 370 o C - 565 o C harus dihindari karena marah kerapuhan, menghasilkan pengurangan yang cukup besar dalam properti dampak dan hilangnya ketahanan korosi. * Suhu pemanasan, laju pemanasan, pendinginan dan waktu perendaman akan bervariasi karena faktor-faktor seperti ukuran / bentuk benda kerja, juga jenis tungku yang digunakan, pemadaman menengah dan fasilitas transfer benda kerja, dll. Konsultasikan dengan penangan panas Anda untuk hasil terbaik. | |||||||||||
| Mesin | |||||||||||
| 431 mesin yang terbaik dalam kondisi yang dikeraskan dan dipasangkan sesuai kebutuhan dan dianggap siap dengan semua operasi seperti pembubutan dan pengeboran, dll. Yang dapat dilakukan dengan memuaskan. Ini tidak bekerja keras untuk tingkat yang sama seperti 300 seri baja tahan karat austenit, tetapi lebih mirip dalam hal ini untuk paduan rendah baja high tensile seperti 4140 dll. Karena itu karena sifat tariknya yang tinggi, semua permesinan harus dilakukan. sesuai rekomendasi produsen mesin untuk jenis alat, umpan, dan kecepatan yang sesuai. | |||||||||||
| Pengelasan | |||||||||||
| 431 umumnya tidak dianjurkan untuk pengelasan baik dalam kondisi anil atau mengeras dan temper, karena kemampuan pengerasan udara yang dapat menyebabkan pembentukan martensit getas, mengakibatkan retak dingin karena tekanan kontraksi dalam lasan dan zona terpengaruh panas. Semakin tinggi kandungan karbon maka semakin tinggi kemampuan pengerasan dan semakin besar risiko retak. Prapemanasan dan interpass kontrol suhu selama pengelasan, ditambah pendinginan yang sangat lambat dan annealing pasca-las adalah metode terbaik untuk mencegah retak. Prosedur pengelasan dan perlakuan panas pasca pengelasan berikut dapat diambil sebagai panduan hanya jika pengelasan diperlukan. | |||||||||||
| Prosedur Pengelasan | |||||||||||
| Elektroda las atau batang harus memiliki tipe hidrogen rendah 410 atau * serupa ketika kekuatan yang baik diperlukan jika tidak elektroda atau batang elektroda austenitic seperti 308 atau * serupa dapat digunakan menghasilkan lasan yang lebih lentur ketika kekuatan tidak begitu penting dan pasca-lasan anil tidak mungkin atau dimaksudkan. Pra-panas pada 200 o C - 300 o C dan pertahankan suhu interpass pada minimum 200 oC. Setelah menyelesaikan pengelasan sejuk mungkin sampai hangat tangan jika mungkin: Pasca-las anneal sub-kritis pada 620 o C - 660 o C, dan dingin di udara. * Silakan berkonsultasi pemasok bahan habis pakai pengelasan Anda. | |||||||||||

Kontak Person: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060