|
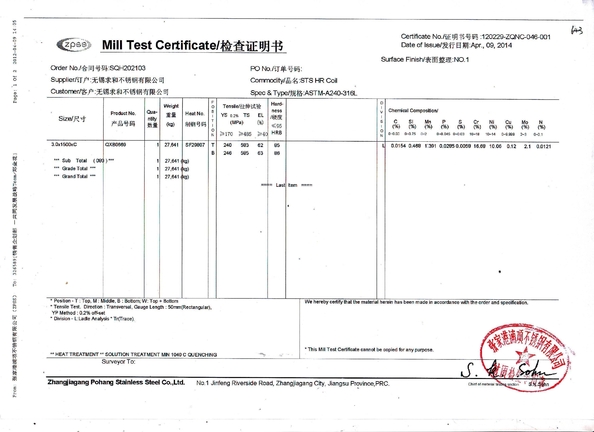
Detail produk:
|
| OD: | 3-400MM | Panjang: | 1-12m |
|---|---|---|---|
| Permukaan: | Hitam dan cerah | Jenis: | Hot Rolled |
Ni 68, Mo 28, Fe 2, Cr 1, C 0,02 Mn 1.0
Paduan Kinerja Tinggi dan memproduksi Hastelloy B2 di kelas ini dalam bentuk berikut: Bar, gulungan longgar, lembaran / pelat, pengencang. Minta Penawaran di kelas ini.
Ikhtisar
Hastelloy B2 adalah paduan nikel-molibdenum dengan ketahanan yang signifikan untuk mengurangi lingkungan, seperti gas hidrogen klorida dan asam sulfat, asam asetat dan fosfat. Hastelloy B2 memberikan ketahanan terhadap asam sulfat murni dan sejumlah asam non-oksidasi. Paduan ini tidak boleh digunakan dalam media pengoksidasi atau di mana oksidasi kontaminan tersedia dalam mengurangi media. Kegagalan prematur dapat terjadi jika paduan B2 digunakan di mana besi atau tembaga hadir dalam suatu sistem yang mengandung asam klorida.
Pengguna industri menyukai ketahanan terhadap berbagai asam organik dan ketahanan terhadap keretakan korosi-tarikan yang diinduksi klorida.
Hastelloy B2 menolak pembentukan endapan karbida butir di zona panas yang terkena las, membuatnya cocok untuk sebagian besar aplikasi proses kimia dalam kondisi dilas. Zona las yang terpengaruh panas telah mengurangi pengendapan karbida dan fase lainnya untuk memastikan ketahanan korosi seragam.
Paduan B2 juga memiliki ketahanan yang sangat baik terhadap pitting dan stress corrosion cracking.
Aplikasi
Ketahanan superior terhadap asam hidroklorik, katalis aluminium klorida dan bahan kimia pengurang kuat lainnya. Kekuatan suhu tinggi yang sangat baik di atmosfer inert dan vakum.
Hastelloy B2 adalah paduan nikel-molibdenum yang sangat cocok untuk peralatan yang menangani pengurangan lingkungan kimia.
Aplikasi dalam industri proses kimia yang melibatkan asam sulfat, fosfor, hidroklorat dan asetat. Penggunaan suhu bervariasi dari suhu sekitar hingga 1500 ° F tergantung pada lingkungan (hubungi saran teknis).
Kimia
Persyaratan Kimia | |||||||
|---|---|---|---|---|---|---|---|
Ni | Mo | Fe | Cr | C | Si | M N | |
Max | Bal. | 30,0 | 2.0 | 1.0 | 0,02 | 0,10 | 1.0 |
Min | 26,0 | ||||||
Data Tarik
Persyaratan Properti Mekanis | |||||
|---|---|---|---|---|---|
Tarik Utama | Kekuatan Yield (0,2% OS) | Elong. % | R / A | Kekerasan Rockwell | |
| Min | 110 Ksi | 51 KSi | 40 | ||
| Max | |||||
| Min | 760 MPa | 350 MPa | |||
| Max | |||||
Spesifikasi
UNS | UNS N10665 |
|---|---|
Bar | ASTM B335 ASME SB335 |
Kawat | |
Lembar | ASTM B333 |
Piring | ASTM B333 ASME SB333 |
Tepat | ASTM B366 ASME SB366 |
Penempaan | ASTM B564 |
Kawat las | A5.14 ERNiMo-7 |
Elektroda Pengelas | ASME SFA 5.11 (ENiMo-7) AWS A5.11 (ENiMo-7) |
Pipa / Tabung Seamless | ASTM B622 ASME SB622 |
Pipa dilas | ASTM B619 ASME SB619 |
Welded Tube | ASTM B626 ASME SB626 |
Bare Weld Rods | ASME SFA 5.14 (ENiMo-7) |
Keriuhan | 2,4617 |
Formability
Hastelloy B2 tidak bekerja keras, tetapi dapat dibentuk ketika tindakan pencegahan yang tepat diambil. Lembaran (0,063 "tebal) dalam kondisi perlakuan panas pada 1950 ° F dan quenching cepat memiliki rata-rata kedalaman cup olsen 0,57" atau 14,5 mm.
Pengelasan
Hastelloy B2 menolak pembentukan endapan karbida butir di zona panas yang terkena las, membuatnya cocok untuk sebagian besar aplikasi proses kimia dalam kondisi dilas. Zona las yang terpengaruh panas telah mengurangi pengendapan karbida dan fase lainnya untuk memastikan ketahanan korosi seragam.
Mesin
Nickel & kobalt korosi dasar, suhu dan paduan tahan aus, seperti Hastelloy B2, diklasifikasikan sebagai sedang sampai sulit saat pengerjaan, namun, harus ditekankan bahwa paduan ini dapat dikerjakan dengan menggunakan metode produksi konvensional pada tingkat yang memuaskan. Selama pemesinan paduan ini bekerja mengeras dengan cepat, menghasilkan panas tinggi selama pemotongan, las ke permukaan alat pemotong dan menawarkan ketahanan yang tinggi terhadap penghilangan logam karena kekuatan gesernya yang tinggi. Berikut ini adalah poin-poin penting yang harus dipertimbangkan selama operasi pemesinan:
KAPASITAS - Mesin harus kaku dan dikuasai sebanyak mungkin.
KEKERASAN - Benda kerja dan alat harus dipegang tegar. Minimalkan alat overhang.
TOOL SHARPNESS - Pastikan alat-alat tajam sepanjang waktu. Ubah ke alat tajam secara berkala daripada karena kebutuhan. Tanah pakai 0,015 inci dianggap sebagai alat yang membosankan.
ALAT - Gunakan alat sudut rake positif untuk sebagian besar operasi pemesinan. Alat sudut rake negatif dapat dipertimbangkan untuk pemotongan intermiten dan penghilangan stok berat. Alat berujung karbida disarankan untuk sebagian besar aplikasi. Alat-alat kecepatan tinggi dapat digunakan, dengan tingkat produksi lebih rendah, dan sering direkomendasikan untuk pemotongan intermiten.
CUTS POSITIF - Gunakan umpan yang berat, konstan, untuk mempertahankan aksi pemotongan positif. Jika pakan melambat dan alat itu tinggal di luka, pengerasan kerja terjadi, umur alat memburuk dan toleransi yang dekat tidak mungkin dilakukan.
LUBRIKASI - pelumas yang diinginkan, minyak larut dianjurkan terutama ketika menggunakan karbida. Parameter permesinan rinci disajikan Tabel 16 dan 17. Rekomendasi pemotongan plasma umum disajikan pada Tabel 18.
| Tabel 16 | |
|---|---|
| DIREKOMENDASIKAN JENIS ALAT DAN KONDISI MACHINING | |
| Operasi | Alat Karbida |
| Kasar, dengan interupsi yang parah | Menghidupkan atau Menghadapi C-2 dan C-3 grade: Negatif menyapu sisipan persegi, 45 derajat SCEA1, 1/32 masuk radius hidung. Pemegang alat: 5 derajat neg. kembali menyapu, 5 derajat neg. penggaruk sisi. Kecepatan: 30-50 sfm, 0,004-0,008 masuk. Umpan, 0,150 kedalaman potong. Dry2, oil3, atau pendingin water-base4. |
| Pengasaran normal | Menghidupkan atau Menghadapi C-2 atau C-3 grade: Insert persegi tingkat negatif, 45 derajat SCEA, 1/32 dalam radius hidung. Pemegang alat: 5 derajat neg. kembali menyapu, 5 derajat neg. penggaruk sisi. Kecepatan: 90 sfm tergantung pada kekakuan dari set up, 0,010 in. Feed, 0,150 in. Depth of cut. Pendingin yang kering, minyak, atau air-base. |
| Finishing | Menghidupkan atau Menghadapi C-2 atau C-3 grade: positif sisipan rake persegi, jika memungkinkan, 45 derajat SCEA, 1/32 masuk radius hidung. Pemegang alat: 5 derajat pos. penggaruk kembali, 5 derajat pos. penggaruk sisi. Kecepatan: 95-110 sfm, 0,005-0,007 masuk. Pakan, 0,040 inci kedalaman potong. Pendingin air kering atau berbasis air. |
| Membosankan kasar | C-2 atau C-3 grade: Jika insert bar jenis membosankan, gunakan alat rake positif standar dengan kemungkinan terbesar SCEA dan 1/16 in. Radius hidung. Jika bilah alat brazing, grind rake punggung 0 derajat, 10 derajat pos. sisi rake, 1/32 di radius hidung dan kemungkinan SCEA terbesar. Kecepatan: 70 sfm tergantung pada kekakuan penyiapan, 0,005-0,008 masuk. Umpan, kedalaman potong 1/8 inci. Pendingin yang kering, minyak, atau air-base. |
| Akhiri Membosankan | C-2 atau C-3 grade: Gunakan alat rake positif standar pada bar tipe insert. Grind brazed tools seperti untuk menyelesaikan putaran dan menghadap kecuali garu mungkin terbaik pada 0 derajat. Kecepatan: 95-110 sfm, 0,002-0,004 dalam umpan. Pendingin air-base. |
| Catatan: | |
| 1 SCEA - Sudut pemotongan sisi atau sudut memimpin dari alat. 2 Pada titik dimana pemotongan kering dianjurkan, jet udara yang diarahkan pada alat ini dapat memberikan peningkatan alat yang besar. Sebuah kabut pendingin water-base mungkin juga efektif. 3 Pendingin oli harus berkualitas premium, minyak sulfochlorinated dengan aditif tekanan ekstrim. Viskositas pada 100 derajat F dari 50 hingga 125 SSU. 4 Air-base coolant haruslah kualitas premium, minyak larut air sulfochlorinated atau emulsi kimia dengan aditif tekanan ekstrim. Encerkan dengan air untuk membuat campuran 15: 1. Pendingin air-base dapat menyebabkan chipping dan kegagalan cepat alat karbida di pemotongan terputus. | |
| Tabel 17 | |
|---|---|
| DIREKOMENDASIKAN JENIS ALAT DAN KONDISI MACHINING | |
| Operasi | Alat Karbida |
| Menghadapi Penggilingan | Karbida umumnya tidak berhasil, C-grade dapat bekerja. Gunakan rake aksial dan radial positif, sudut sudut 45 derajat, sudut relief 10 derajat. Kecepatan: 50-60 sfm. Pakan: 0,005-0,008 masuk. Minyak atau pendingin waterbase akan mengurangi kerusakan thermal shock gigi pemotong karbida. |
| End Milling | Tidak disarankan, tetapi nilai C-2 mungkin berhasil pada pengaturan yang baik. Gunakan penggaruk positif. Kecepatan: 50-60 sfm. Pakan: Sama seperti baja kecepatan tinggi. Minyak atau pendingin water-base akan mengurangi kerusakan thermal shock. |
| Pengeboran | Kelas C-2 tidak direkomendasikan, tetapi latihan tip mungkin berhasil pada pengaturan kaku jika tidak ada kedalaman yang besar. Web harus menipis untuk mengurangi daya dorong. Gunakan 135 derajat termasuk sudut pada titik. Gun drill bisa digunakan. Kecepatan: 50 sfm. Minyak atau pendingin water-base. Cool-feed carbide tipped drills mungkin ekonomis dalam beberapa pengaturan. |
| Reaming | C-2 atau C-3 grade: Tipped reamers direkomendasikan, reamers solid carbide memerlukan pengaturan yang bervariasi. Alat geometri sama seperti baja kecepatan tinggi. Kecepatan: 50 sfm. Pakan: Sama seperti baja kecepatan tinggi. |
| Penyadapan | Tidak direkomendasikan, utas mesin, atau gulung. |
| Pemesinan Debit Listrik | Paduan ini dapat dengan mudah dipotong menggunakan sistem pemesinan pemindahan listrik konvensional (EDM) atau kawat (EDM). |
| Catatan: | |
| 5 M-40 series High Speed Steels termasuk M-41, M-42, M-43, M-44, M-45 dan M-46 pada saat penulisan. Orang lain dapat ditambahkan dan harus sama-sama cocok. 6 Pendingin oli harus menjadi minyak sulfoklorinasi kualitas premium dengan aditif tekanan ekstrim. Viskositas pada 100 derajat F dari 50 hingga 125 SSU. 7 Air-base coolant haruslah kualitas premium, minyak larut air sulfochlorinated atau emulsi kimia dengan aditif tekanan ekstrim. Encerkan dengan air untuk membuat campuran 15: 1. | |
| Tabel 18 | |
|---|---|
| Pemotongan Arc Plasma | |
| Hastelloy B2 dapat dipotong menggunakan sistem pemotongan busur plasma konvensional. Kualitas busur terbaik dicapai menggunakan campuran argon dan gas hidrogen. Gas nitrogen dapat diganti untuk gas hidrogen, tetapi kualitas potongannya akan sedikit menurun. Toko udara atau gas bantalan oksigen harus dihindari ketika plasma memotong paduan ini. | |


Kontak Person: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060